機器に汎用性と精度を求めるメーカーは、セコ・ターボ16 スクエアショルダーフライスカッターおよびヘリカル・ターボ16 フライスカッターで在庫とコストを削減できる。この2つのシリーズは、鋼、ステンレス鋼、鋳鉄、非鉄金属、耐熱合金、チタンなどで高い材料除去率を提供する。新しいSeco Assistantアプリで、カッターインサートのスキャン可能なデータマトリックスタグに含まれる製品情報とロット情報を読み取ることができる。
汎用的なターボ 16 スクエアショルダーフライスカッターは、卓越したランピング性能によって加工の安全性と優れた仕上がりを提供する。最適化されたチップのポケットの角度により切削を改善して優れた仕上げ面を提供する。高いねじれ角によってよりスムーズに被削材を出し入れできるだけでなく、効率的な切り屑除去も特長である。切削力が低いため、消費電力を削減できるほか、工具の摩耗と騒音レベルも低減する。「メーカーはこれらの工具によってほぼすべての被削材種で生産の効率を達成して機器の性能を改善できる」とGlobal Product Manager Square Shoulder MillingのMichael Daviesは話す。ニッケルコーティングを施していない耐腐食性に優れた鋼を使用した、環境にやさしい設計である。
次世代のヘリカル・ターボ 16 フライスカッターは、セコの豊富なチップ材種と形状によって卓越した材料除去率(MRR)と長い工具寿命を持ち、最高級の性能と使いやすさを兼ね備えている。安定した機械加工と最適な切り屑形成のための最適なクーラント供給口、フルート、切削すくい角により、より大きな切削と高い送り速度によりサイクルタイムを短縮して生産速度を高めることができる。ヘリカルターボ16では、大きなRを使用するときにリードとねじれチップが混ざることがない。ニッケルカッターコーティングの代わりにPVDを使用してサステナビリティを改善した。「これらの機能により、より滑らかな切削、工具寿命の延長、より迅速な製造のためのプロセスの信頼性が高まった。ヘリカルターボ16では、同じ MRRの同等のツールと比べて使用するチップが少ない」とGlobal Product Manager Helical MillingのBenoît Patriarcaは話す。

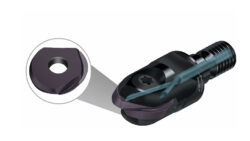
▲Turbo 16 Square Shoulder And Helical Milling Cutter