ワルタージャパン
経済性に優れる丸駒カッター『M2471』のレパートリー拡充





ワルター(ジャパン本社=名古屋市中村区)は、両面使いネガチップを用いつつポジの切削アクションにて加工を行い、優れた経済性を実現する、倣い加工用丸駒カッター『M2471』の製品レパートリーを拡充し、新たに販売を開始した。
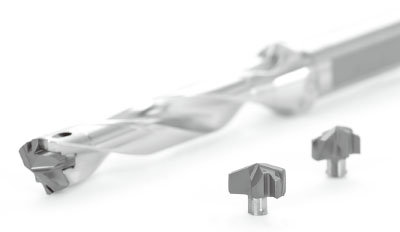
丸駒カッターは、タービンブレード、ギアボックス、エンジン部品など、エネルギー産業や航空宇宙産業における難削ワークの加工においてファーストチョイスとなるミーリング工具であるが、ほとんどの場合片面使いポジチップが使用されている。ワルターは、8コーナー使いネガ丸駒チップである「RNMX1005M0」を用いる丸駒カッターのM2471を新規にレパートリーに加え、小さな切り込み深さにおける用途にも対応した。
Φ10丸駒チップを用いるM2471カッターは、工具径25㎜にて、ScrewFit、円筒シャンク、ボア穴付きの各種取り付け方式に対応している。チップ逃げ面にはフラット部があり、8コーナー使いにおけるすべてのコーナーにおいて、切削時のプロセス信頼性を確保するとともに確実なコーナーチェンジを可能にする。
また、チップの取り付け角度およびブレーカーデザインによってポジでソフトな切削アクションを実現することにより、片面使い丸駒チップと同等の加工が両面使いチップで可能となり、鉄系、ステンレス系、難削材の各種ワークにおいて切削工具コストを最大20%削減する。
ブレーカー形状は、汎用型-G57および ライトカット型-K67から、チップ材種はTiger・tec、Silver PVD材種「WSM35S」および 「WSP45S」から選択できる。
同期送りタップ加工の最新ソリューション『AB735』
ワルターは、ERコレットシステムを用いるクイックチェンジシンクロタッピングアダプター『AB735』の販売を開始した。
同期送りタップ加工は、従来のフローティングチャックに代えて、工作機械の送りをねじピッチに同期(シンクロ)して工具を進行させることにより、より高速での加工を行うことができるが、微小補正機構のないチャックの場合、工具の摩耗が急速に進行する欠点がある。
AB735は、一般的なERコレットチャックに装着して、タッピングアダプターとして使用するもので、切削タップ加工および転造タップ加工の両方において、工具フランク面にかかる軸方向への負荷を抑え、工具摩耗の進行を抑制する。アダプターはスリムデザインとなっており、旋盤あるいは複合加工機などの狭小スペースにおいても問題なく使用できる。
AB735は、工作機械とのインターフェースにERコレットチャックを用いるモジュラー構造のため、従来の一体型シンクロタッピングアダプターシステムと比較して最小限の投資で同期送りタップ加工が可能となる。
フロントピースは、ER16-ER32のコレットにて、さまざまなシャンク径に対応するものを交換して使用可能。AB735アダプターはメンテナンスフリーであり、高いプロセス信頼性を発揮し、タップ工具の破損のリスクを最小化する。
最新の重切削溝入れ工具システム『UX』
ワルターは、最新の重切削溝入れ工具システム『UX』の販売を開始している。
溝入れホルダー 「G2016-P」および UX溝入れチップは、10㎜を超える切削幅での重切削溝入れおよび拡溝加工向けに専用開発された。同工具の発売開始に伴い、これまで特殊品にて対応していた12㎜および19㎜幅の溝入れ工具は、今後標準品として供給される。
UX溝入れ工具はチップ縦置きデザインを採用している。ホルダーとチップはスクリュークランプに加え、アキシャル方向に凹凸がはまり合うことで、より安定して固定される。この構造により、重切削加工においてもチップのゆるみや脱落はない。
UXチップ向けに新規開発された「GD2 チップブレーカー」は、高い負荷から切れ刃部を保護するエッジチャンファーとポジブレーカーとのコンビネーションにより、低抵抗な切削アクションと良好な切りくず処理を、大きな溝入れ深さや送り(f=0・2-0・6㎜)においても実現する。
UXシステムの導入により、ワルターの溝入れ工具レパートリーは標準品の最大チップ幅が10㎜から19㎜へと拡張された。
UXチップは、同社配送センターに常時在庫され、1個から発注が可能。同工具の主な用途は鉄系ワークおよび鋳鉄系ワーク、例えばジェネレーターシャフトやタービンシャフトなどの大型発電機器部品への溝入れ加工において、高い安定性およびプロセス信頼性を発揮するほか、造船および一般部品加工における大物ワークにも最適である。
チップ材種には、耐摩耗性に優れるTiger・tec、Silver MT-CVD材種を採用しており、工具寿命および加工の経済性を最大化する。
量産加工向け最新超硬転造タップ『Supreme TC470』
量産加工において長い工具寿命、高い生産性、優れたプロセス信頼性を発揮する最新デザインの超硬転造タップ『Supreme TC470』の販売をワルターは開始している。
TC470は、従来の転造タップと比較して転造部のポリゴン山数をより多くしている。さらに、最新PVDコーティングテクノロジーである「HiPIMS コーティング」(大電力パルスマグネトロンスパッタリング法)を採用するとともに、コーティング前および後に新しい表面処理技術を適用することで、転造部の摩耗を抑え、工具寿命を延長する。
また、従来タップよりも高い加工条件を適用でき、生産性および表面品質が向上するとともに、平滑性と硬度に優れたHiPIMSコーティングにより、所要トルクを大幅に削減する。
Supreme TC470は、鉄系ワーク(ISO P)を主な用途としているが、それに加えてアルミニウム(ISO N)への適用も可能である。
自動車産業などの量産加工において、長い工具寿命、高い加工条件、きわめて高いプロセス信頼性を発揮するSupreme TC470は、油溝あり/なし、および内部クーラントあり(径方向あるいは軸方向クーラント出口)/なしのレパートリーから、ねじ深さなどの加工アプリケーションに合わせて最適な製品を選択できる。
加工可能ねじ深さは最大3・5×DNまで、製品レパートリーはM3-M10(メートル並目)、およびM10×1-M16×1・5(メートル細目)。
防振工具システム『Accure・tec』
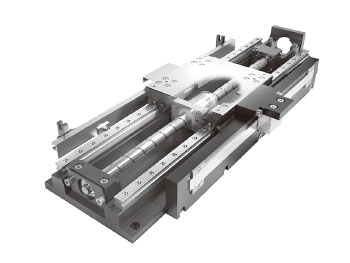
『Accure・tec』は、突き出しの長い旋削およびミーリング加工においてビビりを抑制する、ワルターの防振工具システムである。
工具には軸方向および径方向にフレキシビリティを持たせた防振エレメントが内蔵され、その調整は工場出荷時に行われているため、加工現場においてすぐに使用を開始できる。
内径旋削加工用「A3000 ボーリングバー」は、10×Dまでの旋削加工において、高いプロセス信頼性、良好な表面品質、タイトな公差を同時に達成する。たとえば、はめあい公差H7、Rz=6・3の要求がある、発電機ジェネレーターシャフト内径ボーリング加工への採用実績を持つ。
内径ボーリングバーのヘッドと本体のカップリングには、新開発のQuadFitクイックチェンジシステムを採用し、スピーディーな工具交換と高い繰り返し精度(±2μm)を実現している。
Accure・tec「ミーリングアダプター AC001」は、5×D突き出し長さのミーリング加工において、従来比最大3倍の切削条件での加工を可能にする。さまざまなミーリングカッターとのコンビネーションで使用できるが、特に高送りカッターは切削抵抗が軸方向へと作用し、最高のビビり抑制効果を発揮する。
Accure・tec防振工具システムは、航空宇宙、エネルギー、自動車、金型、一般部品加工などの各種産業分野における、長い突き出しを伴う内径旋削加工や深いポケット・キャビティの加工といった難加工において、ビビりの抑制、低い加工ノイズ、長い工具寿命、優れた生産性および最高のプロセス信頼性を実現し、高い切削条件においても工具および工作機械への負荷を軽減する。
Accure・tec AC001(ミーリング加工用)および A3000(旋削加工用)は、Walter Capt、HSK/HSK-T、SK、BTおよび円筒シャンクといったさまざまなマシンインターフェースに対応する。